Attività da realizzare nel periodo 2018-2020 - Versalis spa Stabilimento di Mantova Istanza di modifica dell'autorizzazione integrata ambientale ...
←
→
Trascrizione del contenuto della pagina
Se il tuo browser non visualizza correttamente la pagina, ti preghiamo di leggere il contenuto della pagina quaggiù

Versalis spa
Stabilimento di Mantova
Istanza di modifica dell’autorizzazione integrata ambientale
(art. 29 nonies del D. Lgs 152/06 e s.m.i)
Attività da realizzare nel periodo 2018-2020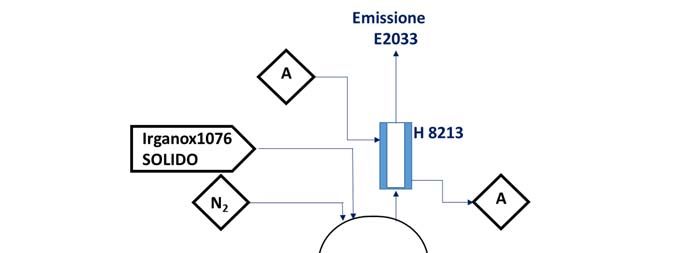
SOMMARIO
0.PREMESSA ................................................................................................................... 4
1.IMPLEMENTAZIONE DI UN SISTEMA DI CONTROLLO AVANZATO DI PROCESSO (APC) AGLI
IMPIANTI ST20 ED ST40 ................................................................................................... 6
1.1 DESCRIZIONE IMPIANTO ST20 ..................................................................................... 6
1.1.1 DESCRIZIONE DELLA MODIFICA ................................................................................ 7
1.1.2 PARAMETRI AMBIENTALI ........................................................................................ 12
1.1.3 CRONOPROGRAMMA ATTIVITÀ E PIANO DI MONITORAGGIO ........................................ 13
1.2 DESCRIZIONE IMPIANTO ST40 ................................................................................... 14
1.2.1 DESCRIZIONE DELLA MODIFICA .............................................................................. 15
1.2.2 PARAMETRI AMBIENTALI ........................................................................................ 19
1.2.3 CRONOPROGRAMMA ATTIVITÀ E PIANO DI MONITORAGGIO ....................................... 20
1.3VALUTAZIONE DELLA NON SOSTANZIALITA’ DELLe MODIFIChe ....................................... 21
1.4 ASSOGGETTABILITA’ ALLA VALUTAZIONE DI IMPATTO AMBIENTALE ................................ 21
2.DESCRIZIONE INTERVENTI PRESSO PR7 E PR11 .............................................................. 22
2.1 CAMBIO DESTINAZIONE D’USO SERBATOIO 7T14 DELL’IMPIANTO PR11 IDROGENATI........ 22
2.1.1 PARAMETRI AMBIENTALI ........................................................................................ 22
2.1.2 PIANO DI MONITORAGGIO ..................................................................................... 23
2.1.3 CRONOPROGRAMMA ATTIVITÀ ................................................................................ 23
2.2 OTTIMIZZAZIONE DELLA SEZIONE DISTILLAZIONE ACETONE ....................................... 24
2.2.1 DESCRIZIONE SEZIONE DISTILLAZIONE ACETONE ..................................................... 24
2.2.2 DESCRIZIONE DELLA MODIFICA .............................................................................. 24
2.2.3 PARAMETRI AMBIENTALI ........................................................................................ 27
2.2.3 PIANO DI MONITORAGGIO ..................................................................................... 27
2.2.4 CRONOPROGRAMMA ATTIVITÀ ................................................................................. 28
2.3 VALUTAZIONE DELLA NON SOSTANZIALITA’ DELLA MODIFICHE ...................................... 29
2.4 ASSOGGETTABILITA’ ALLA VALUTAZIONE DI IMPATTO AMBIENTALE ................................ 29
3 DESCRIZIONE INTERVENTI PRESSO IMPIANTI POLIMERI .................................................. 30
3.1 ADEGUAMENTO DELL’IMPIANTO ST18 PER LA PRODUZIONE DI ABS CON GOMME A
STRUTTURA MODIFICATA ................................................................................................ 30
3.1.1 DESCRIZIONE DEGLI INTERVENTI ........................................................................... 31
3.1.2 PARAMETRI AMBIENTALI ........................................................................................ 31
3.1.3 APPLICAZIONE B.A.T. ............................................................................................. 33
3.1.4 PIANO DI MONITORAGGIO ..................................................................................... 34
3.1.5 CRONOPROGRAMMA DELLE ATTIVITÀ ....................................................................... 34
3.2 SOSTITUZIONE DELLE LINEE DI GRANULAZIONI DELL’IMPIANTO ST18 ........................... 35
Pag. 2 di 393.2.1 DESCRIZIONE DEGLI INTERVENTI ........................................................................... 35
3.2.2 PARAMETRI AMBIENTALI ........................................................................................ 35
3.2.3 PIANO DI MONITORAGGIO ..................................................................................... 36
3.2.4 CRONOPROGRAMMA DELLE ATTIVITÀ ....................................................................... 36
3.3 OTTIMIZZAZIONE SISTEMA DI MOVIMENTAZIONE ALLUMINA DELL’IMPIANTO ST17.......... 37
3.3.1 DESCRIZIONE DEGLI INTERVENTI ........................................................................... 37
3.3.2 PARAMETRI AMBIENTALI ........................................................................................ 37
3.3.3 PIANO DI MONITORAGGIO ..................................................................................... 38
3.3.4 CRONOPROGRAMMA DELLE ATTIVITÀ ....................................................................... 38
3.4 VALUTAZIONE DELLA NON SOSTANZIALITA’ DELLA MODIFICHE ...................................... 38
3.5 ASSOGGETTABILITA’ ALLA VALUTAZIONE DI IMPATTO AMBIENTALE ................................ 39
4. ALLEGATI .................................................................................................................. 39
Pag. 3 di 390. PREMESSA
La dinamicità del mercato e l’esigenza di consolidare le attività di produzione presenti nel sito di
Mantova hanno portato ad individuare una serie di interventi da realizzare nel prossimo biennio.
Tali interventi interessano:
A. La Fase 1 - Produzione di stirene.
Le modifiche riguardano l’implementazione di un sistema di Controllo Avanzato di Processo
(APC) nelle sezioni di alchilazione per la produzione di etilbenzene degli impianti ST20 ed
ST40. Grazie al sistema APC è possibile incrementare la propria produzione massima
giornaliera (nominale) di etilbenzene, rispetto al dato di targa, ottimizzando anche i consumi
energetici;
B. La Fase 2 - Produzione di chimica di base.
Le modifiche riguardano:
1. la gestione del parco serbatoi di reparto, con il cambio d’uso del serbatoio 7T14 che sarà
destinato a stoccare fenolo;
2. l’ottimizzazione della sezione distillazione acetone per migliorare purezza dell’acetone
prodotto.
Tali modifiche permetteranno di aumentare la qualità del prodotto e la versatilità
dell’impianto fenolo e idrogenati del fenolo.
C. La Fase 3 - Produzione di Polimeri.
Le modifiche riguardano:
1. l’adeguamento dell’impianto ST18 per poter produrre ABS con gomme lineari;
2. la sostituzione delle linee di granulazioni dell’impianto ST18;
3. l’ottimizzazione del sistema di movimentazione allumina dell’impianto ST17.
Grazie a questi progetti sarà possibile migliorare le prestazioni di alcuni di questi impianti,
sia in termini di qualità del prodotto che di affidabilità ed operatività impiantistica, mediante
l’applicazione di moderne tecnologie.
Pag. 4 di 39Dati identificativi dell’impianto:
Denominazione dell’impianto Versalis spa - Stabilimento di Mantova
Indirizzo dello stabilimento Via Taliercio 14, 46100 Mantova
Sede legale Piazza Boldrini 1, 20097 San Donato Milanese (MI)
A.1 Gestore dell’impianto
Nome e cognome Massimo Gialli
Indirizzo Via Taliercio 14, 46100 Mantova
Recapiti telefonici 0376/305600
e-mail direzione_mnpec.versalis.eni.com
A.2 Referente IPPC
Nome e cognome Domenico Iaconetta
Indirizzo Via Taliercio 14, 46100 Mantova
Recapiti telefonici 0376/305614
e-mail domenico.iaconetta@versalis.eni.com
A.3 Rappresentante legale
Nome e cognome Daniele Ferrari
Pag. 5 di 391. IMPLEMENTAZIONE DI UN SISTEMA DI CONTROLLO AVANZATO DI
PROCESSO (APC) AGLI IMPIANTI ST20 ED ST40
1.1 DESCRIZIONE IMPIANTO ST20
L’impianto ST20 produce stirene monomero utilizzando benzene ed etilene come materie prime. Il
processo comporta la produzione di etilbenzene come prodotto intermedio di reazione.
Successivamente l’etilbenzene viene convertito in stirene monomero tramite reazione di
deidrogenazione.
Di seguito una breve descrizione della SEZIONE ETILBENZENE – Alchilazione e Distillazione EB
Il processo è basato sulla reazione di sintesi tra benzene ed etilene (reazione di alchilazione Friedel-
Crafts) in presenza di un catalizzatore complesso, costituito da tricloruro di alluminio in soluzione
di idrocarburi aromatici.
La reazione avviene nel reattore R1105/N ed è esotermica (121 kJ/mole); l’esotermia è controllata
mediante riciclo esterno della miscela di reazione attraverso lo scambiatore E101/N, che genera
vapore a 1,8 ate.
La miscela alchilata è costituita da etilbenzene, benzene, dietilbenzeni, paraffine e composti
altobollenti ad elevato peso molecolare (polietilbenzeni, TAR), oltre al catalizzatore complesso.
A valle della reazione, la miscela viene decantata per il recupero del catalizzatore, riciclato alla fase
di reazione; successivamente la miscela viene neutralizzata e lavata per l’allontanamento delle
tracce di complesso acido eventualmente trascinato.
La miscela (definita liquido alchilato) passa quindi alla successiva sezione di distillazione, costituita
da cinque colonne:
• C102 di separazione benzene;
• C103 di essiccamento benzene;
• C104 utilizzata come reboiler aggiuntivo per la colonna C103;
• C105 di separazione etilbenzene;
• C106 di separazione dietilbenzeni dai composti pesanti.
I vapori di testa della colonna C102, assieme ai vapori di testa della colonna C103, sono
parzialmente condensati in E115 con produzione di vapore a 1,8 ate. Il condensato in E115 è
raccolto nel serbatoio D122 ed in parte alimentato alla C102 come riflusso, in parte inviato alla
colonna di essiccamento C103. Il benzene essiccato (con umidità residua di 10÷20 ppm) viene
estratto dal fondo colonna ed alimentato al reattore di alchilazione R1105/N. Una quota di benzene
fresco, dal serbatoio di stoccaggio D115, è alimentato alla colonna C104 che opera da reboiler
aggiuntivo per la colonna C103.
I vapori delle teste colonne, costituiti da benzene ed acqua, a valle di E115 vengono totalmente
condensati nei successivi scambiatori E1125 ed E125; il liquido viene decantato nel serbatoio D123
e la fase acquosa inviata al trattamento acque, mentre il benzene umido si raccoglie in D122.
Il liquido alchilato di fondo colonna C102, privato di acqua e benzene inconvertito, è alimentato alla
colonna C105 per la separazione dell’etilbenzene prodotto.
La frazione prevalente dei vapori di testa viene alimentata al reattore di deidrogenazione R3201/A
direttamente in fase gas, mentre la quota residua è condensata nello scambiatore E116 con
produzione di vapore a 1,8 ate.
Pag. 6 di 39Parte del liquido condensato riflussa in testa colonna, il rimanente viene inviato allo stoccaggio nel
serbatoio D212.
Le frazioni di coda della colonna C105, contenenti dietilbenzeni, polietilbenzeni, composti pesanti e
tracce di etilbenzene, costituiscono l’alimentazione della colonna C106.
I vapori di testa (dietilbenzeni) sono condensati negli scambiatori E1119/A-B; il liquido è in parte
riflussato in testa colonna, in parte inviato al serbatoio di stoccaggio D112, da cui sono riciclati in
alchilazione.
Il residuo di fondo colonna (PEB) è inviato come fluido per l’assorbimento degli effluenti gassosi
nelle colonne di trattamento, collocate presso l’impianto ST40, ed al treno di distillazione stirene,
da cui esce unitamente ai residui della sezione per formare la miscela di Altobollenti Stirenici, inviati
a termodistruzione quali rifiuti industriali.
Il calore necessario alle colonne di distillazione è fornito dai ribollitori funzionanti con olio diatermico
che circola all'interno del forno di processo B101, in cui la corrente di hot-oil viene riscaldato
ricevendo calore dalla combustione di gas miscelato, costituito principalmente da metano (85%
circa) ed idrogeno (10% circa).
1.1.1 DESCRIZIONE DELLA MODIFICA
La sezione etilbenzene (EB) dell’impianto ST20 è attualmente autorizzata a produrre 1000 t/die
di etilbenzene (capacità nominale).
L’implementazione di un sistema di Controllo Avanzato di Processo (APC) consentirà di
incrementare la capacità nominale, fino ad un valore pari a 1040 t/die di etilbenzene prodotto.
Infatti, tale sistema, attraverso l’interazione con l’esistente sistema DCS (Distributed Control
System) di controllo delle variabili di processo, offrirà la possibilità di operare in prossimità dei
limiti superiori di capacità delle apparecchiature installate.
Nel dettaglio, nella sezione EB dell’impianto ST20 il sistema APC agirà sui principali vincoli di
processo, che risiedono nel controllo della colonna C102 e nel mantenimento della specifica di
qualità del prodotto della colonna C105.
CAPACITA' CAPACITA'
PRODUTTIVA PRODUTTIVA
Sezione PRODOTTO ATTUALMENTE da
AUTORIZZATA AUTORIZZARE
(t/die) (t/die)
ST20 sezione EB Etilbenzene (EB) 1000 1040
Non sono previste variazioni dei parametri operativi dell’impianto, in termini di pressioni e
temperature, rispetto alle condizioni attuali.
La variazione del consumo di materie prime della sezione EB di ST20, conseguente alla variazione
di capacità produttiva, con riferimento alla Scheda B.1.2 Consumo di materie prime (alla capacità
produttiva) dell’AIA è la seguente:
Pag. 7 di 39B.1.2 Consumo di materie prime (alla capacità produttiva)
Eventuali sostanze pericolose
scheda tecnica
contenute
Produttore e
annuo ANTE
annuo POST
Descrizione
MODIFICA
MODIFICA
Consumo
Consumo
denominazione
Fasi di utilizzo
Etichettatura
Tipo
Stato fisico
% in peso
N° CAS
Frasi H
-1 -2 -1 (t) (t)
Etilene Versalis Materia 1- Gas 74- Etilene 100 H220 F+
prima ST20 85- % H280 97.638 101.544
1
Benzene Versalis Materia 1- Liq. 000 Benzene 100 H225 F, T
prima ST20 071 % H350
-43- H340
2
H372 268.608 279.485
H304
H319
H315
La modifica non riguarderà la capacità produttiva dello stirene monomero, che rimarrà pari a
420.000 t anno. Le attuali produzioni comportano già l’impiego di tutto l’etilbenzene autoprodotto,
integrato da una quota di etilbenzene approvvigionato dall’esterno. L’aumento di capacità
produttiva della sezione EB si propone di ridurre il quantitativo di etilbenzene approvvigionato
dall’esterno.
Non sono previsti consumi di ulteriori risorse idriche rispetto a quanto già dichiarato nella Scheda
B.2.2 Consumo di risorse idriche (alla capacità produttiva) dell’AIA (revisione 2010).
La variazione dei consumi energetici conseguente alla variazione della capacità produttiva della
sezione EB dell’impianto ST20, con riferimento alla Scheda B.4.2 Consumo di energia (alla capacità
produttiva) dell’AIA (rev. 2015), è riportata nella seguente tabella.
Pag. 8 di 39Consumo Consumo
Consumo di
Consumo di specifico specifico
Energia
Descrizione Energia (MWh/y) (kWh/unità) (kWh/unità)
(MWh/y)
Post-modifica Ante-modifica Post-
Ante-modifica
modifica
Energia termica
(Fuel-gas, Vapore a 18 992908 990182 2,364 2,358
ate, Vapore a 5 ate)
Energia Elettrica 38267 38604 0.091 0,092
Con riferimento alla scheda B.5.2 Combustibili utilizzati (alla capacità produttiva) dell’AIA (rev.
2015) le variazioni connesse con la modifica sono di seguito riportate:
Combustibili utilizzati (alla capacità produttiva)
Consumo
Energia Consumo Energia
annuo
% PCI Ante annuo Post
Combustibile Ante
S (kJ/kg) modifica Post modifica modifica
modifica
(MJ) (t) (MJ)
(t)
Gas naturale 0 49069 78585 3.856.087.400 78829 3.868.060.177
Plant Gas
0 34037 12343 420.113.142 12343 420.113.142
(autoprodotto)
Il consumo termico complessivo dell’impianto ST20, comprensivo della sezione EB e di quella stirene
monomero (SM), si ridurrà di 2726 MWh/y rispetto alla situazione attuale.
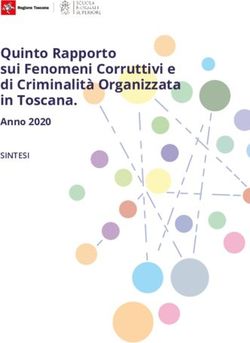
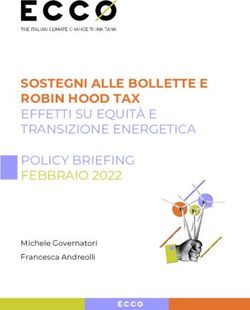
Di seguito si riportano lo schema a blocchi semplificato dell’intero impianto ST20 e lo schema a
blocchi della sezione EB dopo la variazione di capacità.
Con riferimento allo schema a blocchi semplificato dell’impianto ST20, riportato in Figura 1, le
variazioni interessano il quantitativo di fuel-gas alimentato alla sezione EB, con un incremento
corrispondente a 3326 MWh/y, ed il calore di reazione derivante dall’aumento di portata dei reagenti
etilene e benzene al reattore di alchilazione, con un incremento di 4701 MWh/y, e le portate di
vapore a bassa pressione autogenerato (a 1,8 ate) trasferite per l’utilizzo alla sezione SM
dell’impianto ST20.
Pag. 9 di 39Etilene Benzene Etilbenzene
Impianto ST20
Sezione EB Sezione SM
Vap 1,8
Stirene Monomero
QR
Fuel gas EB Vap 18 EB Vap 5 EB Fuel gas SM Vap 18 SM Vap 5 SM
Figura 1
Pag. 10 di 39ST 20/EB
t/die 276,6 ÷ 281,3
Etilene
ALCHILAZIONE PREPARAZ. CATAL. AlCl3 polv.
Benzene
t/die 771,7 ÷ 776,9
Miscela Riciclo
Alchilata Catalizzatore
Acqua
LAVAGGIO
Soda
Benzene Dietilbenzene Etilbenzene Organici
di riciclo grezzo Leggeri
DISTILLAZIONE Etilbenzene
t/die 1040
Acqua
Polietilbenzeni
CONCENTRAZIONE AlCl3 sol. 20%
Figura 2
In considerazione del fatto che, sostanzialmente, tutta l’energia termica immessa nella sezione
EB dell’impianto viene in seguito trasferita alla sezione SM, tramite il vettore energetico
rappresentato dal vapore a 1,8 ate autogenerato, l’incremento di energia trasferita corrisponde
sostanzialmente alla somma degli incrementi, in termini energetici, del fuel-gas e del calore della
reazione di alchilazione. Quest’ultimo, non derivando da fonti energetiche esterne, risulta
pertanto un contributo di energia netto generato in impianto, che comporta la riduzione, rispetto
alla situazione attuale, della corrente di vapore a 5 ate ritirata dalla rete di distribuzione di
stabilimento, utilizzata nella sezione SM come quota di integrazione del vapore a 1,8 ate nella
sezione di distillazione. Nella quantificazione della variazione del bilancio termico dell’impianto,
introdotta dall’incremento di capacità di produzione della sezione EB, si è tenuto conto della
diversa valorizzazione di un vettore energetico come il vapore di rete (generato in un sistema di
Pag. 11 di 39cogenerazione di energia elettrica e vapore) rispetto ad una fonte di energia primaria. Per tale
motivo, si è adottato un rendimento complessivo di produzione dell’impianto di cogenerazione
pari al 58%, cui corrisponde l’equivalenza di 6,745 MWh per tep di energia primaria.
Il decremento del consumo energetico complessivo dell’impianto ST20 si manifesterà anche in
termini di consumo energetico specifico per unità di stirene prodotta, che si ridurrà da 2,364 a
2,358 MWh per tonnellata di SM prodotto.
L’incremento di EB autoprodotto, comporterà inoltre una riduzione del flusso di etilbenzene
approvvigionato dall’esterno dello stabilimento, alimentato direttamente alla sezione SM.
Per quanto riguarda l’energia elettrica, si avrà un modesto incremento dei consumi dei motori
delle pompe e dei ventilatori della sezione EB, stimabile in circa 337 MWh/y. In termini specifici,
rispetto allo stirene monomero prodotto, si avrà un incremento dal valore di 0,091 a 0,092 MWh
per tonnellata di SM prodotto (aumento di poco superiore all’1%).
1.1.2 PARAMETRI AMBIENTALI
Scarichi idrici
A seguito della modifica introdotta, non sono previste variazioni rispetto a quanto autorizzato
per gli scarichi idrici dell’impianto ST20.
Emissioni in atmosfera
A seguito della modifica introdotta, si prevede un incremento della portata di fumi al camino
comune dei forni B101, B201, B2201 (emissione E666) di circa 500 Nm3/h rispetto ai dati di
bilancio termico dei forni di processi nei due differenti assetti produttivi, si passerà dagli attuali
91000 Nm3/h di fumi secchi al carico di 1000 t/die di EB, al valore di 91512 Nm3/h al carico di
1040 t/die. Tali valutazioni rientrano all’interno del valore attualmente autorizzato per la portata
al camino, pari a 99445 Nm3/h.
La concentrazione degli inquinanti contenuti nei fumi (NOx e CO) non subirà variazioni.
Si riporta di seguito la tabella delle emissioni già autorizzate per la sezione etilbenzene
dell’impianto ST20:
Emissione PROVENIENZA EMISSIONE
sigla Apparecchio Trattamento
E 666 Forni B101, B201, B2201 -
E 661 Stoccaggio tricloruro d’alluminio Scrubber colonna C107/N
Sfiati di processo della
E 663 Scrubber colonna C1009
sezione alchilazione
Sfiati di processo impianto, in caso di Adsorbimento su carboni
E 1696
indisponibilità dei forni di processo di ST20 e ST40 attivi
Rifiuti
L’aumento di capacità nominale di produzione EB non modificherà la produzione specifica di
altobollenti per tonnellata di EB prodotto; pertanto la modifica non comporterà variazioni
significative nella produzione di rifiuti. Alla massima capacità produttiva si attende un
Pag. 12 di 39incremento di 190 t annuale di altobollenti stirolici, che passerà da 4710 t anno a 4900 t anno
alla massima capacità produttiva. Gli attuali stoccaggi autorizzati in AIA come messa in riserva,
serbatoi DA 701 e DA702, permetteranno la loro gestione nel rispetto delle massime capacità
istantanee autorizzate, pari a 350 t.
1.1.3 CRONOPROGRAMMA ATTIVITÀ E PIANO DI MONITORAGGIO
La realizzazione del sistema di controllo avanzato di processo (APC) prevede una durata complessiva
di circa 6 mesi, dalla fase di progettazione all’implementazione finale in sito.
Si riporta di seguito il cronoprogramma preliminare, con indicazione delle fasi principali del progetto:
INIZIO FINE
ATTIVITA’
ATTIVITA’ ATTIVITA’
Progettazione Software e
Novembre 2017 Gennaio 2018
configurazione Hardware
Installazione del sistema APC in sito Gennaio 2018 Febbraio 2018
Commissioning e start-up
(previsto dopo ottenimento
Febbraio 2018 Marzo 2018
autorizzazione)
La data di attuazione della modifica, dopo autorizzazione, verrà comunicata con almeno quindici
giorni di anticipo, per consentire l’eventuale attività di controllo da parte degli Enti preposti. Si
prevede di implementare i nuovi parametri di marcia in circa sette giorni.
Durante tale periodo sarà effettuata una prima campagna analitica relativa a tutte le emissioni
autorizzate (paragrafo 1.1.2).
Detta campagna verrà ripetuta entro 15 giorni dalla messa a regime della modifica.
Per tali attività è prevista la presentazione di Dichiarazione di Non Aggravio del Preesistente livello
di Rischio, ai sensi del DLgs 105/2015.
Pag. 13 di 391.2 DESCRIZIONE IMPIANTO ST40
L’impianto ST40 produce stirene monomero utilizzando benzene ed etilene come materie prime. Il
processo comporta la produzione di etilbenzene come prodotto intermedio di reazione.
Successivamente l’etilbenzene viene convertito in stirene monomero tramite reazione di
deidrogenazione.
SEZIONE ETILBENZENE – Alchilazione e Distillazione EB
Il processo è basato sulla reazione di sintesi tra benzene ed etilene (reazione di alchilazione Friedel-
Crafts) in presenza di un catalizzatore complesso, costituito da tricloruro di alluminio in soluzione
di idrocarburi aromatici.
La reazione avviene nel reattore R101 ed è esotermica (121 kJ/mole); l’esotermia è controllata
mediante riciclo esterno della miscela di reazione attraverso lo scambiatore E101, che genera
vapore a 1,8 ate.
La miscela alchilata è costituita da etilbenzene, benzene, dietilbenzeni, paraffine e composti
altobollenti ad elevato peso molecolare (polietilbenzeni, TAR), oltre al catalizzatore complesso.
A valle della reazione, la miscela viene decantata per il recupero del catalizzatore, riciclato alla fase
di reazione; successivamente la miscela viene neutralizzata e lavata per l’allontanamento delle
tracce di complesso acido eventualmente trascinato.
La miscela (definita liquido alchilato) passa quindi alla successiva sezione di distillazione, costituita
da cinque colonne:
• C102 di separazione benzene;
• C103 di essiccamento benzene;
• C105 di separazione etilbenzene;
• C106 di separazione dietilbenzeni dai composti pesanti.
La miscela di reazione è alimentata alla colonna C102: i vapori di testa sono condensati negli
scambiatori E104 (con produzione di vapore 3,5/1,8 ate), E109 (operante come ribollitore della
colonna C103), E118 ed E106. Il prodotto di fondo di C102, privato dell’acqua e del benzene non
convertito, è alimentato alla colonna C105.
Le frazioni condensate di testa delle colonne C102 e C103, unitamente al benzene fresco da
stoccaggio, sono alimentate alla colonna di essiccamento C103. I vapori di testa di questa colonna,
assieme alle frazioni di testa della C102, vengono condensati, separati dalla fase acquosa e riflussati
in colonna.
Il benzene essiccato (con umidità residua di 10÷20 ppm) viene estratto dal fondo colonna C103 ed
alimentato al reattore di alchilazione R101.
Il liquido alchilato di fondo colonna C102, privato di acqua e benzene inconvertito, è alimentato alla
colonna C105 per la separazione dell’etilbenzene prodotto.
La frazione prevalente dei vapori di testa viene alimentata al reattore di deidrogenazione R401
direttamente in fase gas, mentre la quota residua è condensata nello scambiatore E110 con
produzione di vapore a 3,5/1,8 ate. Parte del liquido condensato riflussa in testa colonna, il
rimanente viene inviato a stoccaggio.
Le frazioni di coda della colonna C105, contenenti dietilbenzeni, polietilbenzeni, composti pesanti e
tracce di etilbenzene, costituiscono l’alimentazione della colonna C106.
I vapori di testa (dietilbenzeni) sono condensati negli scambiatori E3007 ed E114; il liquido è in
parte riflussato in testa colonna, in parte inviato al serbatoio di stoccaggio, da cui sono riciclati in
alchilazione.
Pag. 14 di 39Il residuo di fondo colonna (PEB) è inviato come fluido per l’assorbimento degli effluenti gassosi
nelle colonne di trattamento ed al treno di distillazione stirene, da cui esce unitamente ai residui
della sezione per formare la miscela di Altobollenti Stirenici, inviati a termodistruzione quali rifiuti
industriali.
Il calore necessario alle colonne di distillazione C102, C105 e C106 è fornito dai ribollitori funzionanti
con olio diatermico che circola all'interno del forno di processo B151, in cui la corrente di hot-oil
viene riscaldata ricevendo calore dalla combustione di gas miscelato, costituito principalmente da
metano (85% circa) ed idrogeno (10% circa).
La sola colonna C103 presenta due ribollitori, E109 ed E113. Il primo condensa parte della portata
dei vapori di testa della colonna C102; il secondo è alimentato con vapore 1,8 ate.
1.2.1 DESCRIZIONE DELLA MODIFICA
La sezione etilbenzene (EB) dell’impianto ST40 è attualmente autorizzata a produrre 500 t/die di
etilbenzene (capacità nominale).
L’implementazione di un sistema di Controllo Avanzato di Processo (APC) consentirà di
incrementare, analogamente all’impianto ST20, fino ad un valore pari a 530 t/die di etilbenzene
prodotto, Infatti tale sistema, attraverso l’interazione con l’esistente sistema DCS (Distributed
Control System) di controllo delle variabili di processo, offrirà la possibilità di operare in prossimità
dei limiti superiori di capacità delle apparecchiature installate.
Nel dettaglio, nella sezione EB dell’impianto ST40 il sistema APC agirà sui principali vincoli c di
processo, che risiedono nel controllo della colonna C102 e nel mantenimento della specifica di
qualità del prodotto della colonna C105.
CAPACITA' CAPACITA'
PRODUTTIVA PRODUTTIVA
Sezione PRODOTTO ATTUALMENTE da
AUTORIZZATA AUTORIZZARE
(t/die) (t/die)
ST40 sezione EB Etilbenzene (EB) 500 530
Pag. 15 di 39La variazione del consumo di materie prime della sezione EB di ST40, conseguente alla variazione
di capacità produttiva, con riferimento alla Scheda B.1.2 Consumo di materie prime (alla capacità
produttiva) rev. 2015 dell’AIA è la seguente:
B.1.2 Consumo di materie prime (alla capacità produttiva)
Eventuali sostanze pericolose
scheda tecnica
contenute
Produttore e
annuo ANTE
annuo POST
Descrizione
MODIFICA
MODIFICA
Consumo
Consumo
denominazione
Fasi di utilizzo
Etichettatura
Tipo
Stato fisico
% in peso
N° CAS
Frasi H
-1 -2 -1 (t) (t)
Etilene Versalis Materia 1- Gas 74- Etilene 100% H220 F+ 49.755 52.693
prima ST40 85-1 H280
Benzene Versalis Materia 1- Liq. 000 Benzene 100% H225 F, T 136.928 145.122
prima ST40 071- H350
43-2
H340
H372
H304
H319
H315
La modifica non riguarderà la capacità produttiva dello stirene monomero, che rimane pare a
190.000 t anno. Le attuale produzioni comportano già l’impiego di tutto l’etilbenzene autoprodotto,
integrato da una quota di etilbenzene approvvigionato dall’esterno. Come per l’impianto ST20,
l’aumento di capacità produttiva della sezione EB si propone di ridurre il quantitativo di etilbenzene
approvvigionato dall’esterno.
Non sono previsti consumi di ulteriori risorse idriche rispetto a quanto già dichiarato nella Scheda
B.2.2 Consumo di risorse idriche (alla capacità produttiva) dell’AIA (revisione 2010).
La variazione dei consumi energetici conseguente alla variazione della capacità produttiva della
sezione etilbenzene dell’impianto ST40, con riferimento alla Scheda B.4.2 Consumo di energia (alla
capacità produttiva) dell’AIA (rev. 2015), è presentata nella seguente tabella.
Consumo Consumo
Consumo di Consumo di specifico specifico
Descrizione Energia (MWh/y) Energia (MWh/y) (kWh/unità) (kWh/unità)
Ante-modifica Post-modifica Ante- Post-
modifica modifica
Energia termica
(Fuel-gas, Vapore a 18 446335 444284 2.349 2,338
ate, Vapore a 5 ate)
Energia Elettrica 11599 11795 0.061 0,062
Pag. 16 di 39Con riferimento alla scheda B.5.2 Combustibili utilizzati (alla capacità produttiva) dell’AIA a
seguito dell’implementazioni dell’APV di ST20 le variazioni connesse con la modifica sono di
seguito riportate:
Combustibili utilizzati (alla capacità produttiva)
Combustibile % PCI Consumo Energia Consumo Energia
S (kJ/kg) annuo Ante annuo Post
Ante Modifica S Post modifica modifica
modifica (MJ) (t) (MJ)
(t)
Gas naturale 0 49069 78829 3.868.060.177 79000 3.876.450.935
Plant Gas 0 34037 12343 420.113.142 12343 420.113.142
(autoprodotto)
Il consumo termico complessivo dell’impianto ST40, comprensivo della sezione EB e di quella
stirene monomero (SM), si ridurrà di 2051 MWh/y rispetto alla situazione attuale.
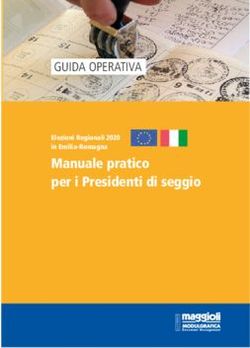
Di seguito si riportano lo schema a blocchi semplificato dell’intero impianto ST40 e lo schema a
blocchi della sezione EB dopo la variazione di capacità.
Con riferimento allo schema a blocchi semplificato dell’impianto ST40, riportato in Figura 3, le
variazioni interessano il quantitativo di fuel-gas alimentato alla sezione EB, con un incremento
corrispondente a 2331 MWh/y, ed il calore di reazione derivante dall’aumento di portata dei
reagenti etilene e benzene al reattore di alchilazione, con un incremento di 3536 MWh/y, e le
portate di vapore a bassa pressione autogenerato (a 3,5 ed 1,8 ate) trasferite per l’utilizzo alla
sezione SM dell’impianto ST40.
Etilene Benzene Etilbenzene
Impianto ST40
Sezione EB Sezione SM
Vap 3,5/1,8
Stirene Monomero
QR
Fuel gas EB Vap 18 EB Vap 5 EB Fuel gas SM Vap 18 SM Vap 5 SM
Figura 3
Pag. 17 di 39ST 40/EB
AlCl3 polv. Preparaz. CATALIZZ.
t/die 140,5 ÷ 142,6
Etilene
ALCHILAZIONE
Benzene
t/die 394,9 ÷ 397,0
Miscela
Alchilata
Acqua
LAVAGGIO
Soda AlCl3 sol.dil.
(a ST-20)
Benzene Dietilbenzene Etilbenzene
di riciclo grezzo
DISTILLAZIONE Etilbenzene
t/die 530
Polietilbenzeni
Figura 4
In considerazione del fatto che, sostanzialmente, tutta l’energia termica immessa nella sezione
EB dell’impianto viene in seguito trasferita alla sezione SM, tramite i vettori energetici
rappresentati dalle correnti di vapore a 3,5 ate ed 1,8 ate autogenerato, l’incremento di energia
trasferita corrisponde sostanzialmente alla somma degli incrementi, in termini energetici, del
fuel-gas e del calore della reazione di alchilazione. Quest’ultimo, non derivando da fonti
energetiche esterne, risulta pertanto un contributo di energia netto generato in impianto, che
comporta la riduzione, rispetto alla situazione attuale, della corrente di vapore a 5 ate ritirata
dalla rete di distribuzione di stabilimento, utilizzata nella sezione SM come quota di integrazione
del vapore autogenerato, nella sezione di distillazione. Nella quantificazione della variazione del
bilancio termico dell’impianto, introdotta dall’incremento di capacità di produzione della sezione
EB, si è tenuto conto della diversa valorizzazione di un vettore energetico come il vapore di rete
Pag. 18 di 39(generato in un sistema di cogenerazione di energia elettrica e vapore) rispetto ad una fonte di
energia primaria. Per tale motivo, si è adottato un rendimento complessivo di produzione
dell’impianto di cogenerazione pari al 58%, cui corrisponde l’equivalenza di 6,745 MWh per tep
di energia primaria.
Il decremento del consumo energetico complessivo dell’impianto ST40 si manifesta anche in
termini di consumo energetico specifico per unità di stirene prodotta, che si riduce da 2,349 a
2,338 MWh per tonnellata di SM prodotto.
L’incremento di EB autoprodotto, comporterà inoltre una riduzione del flusso di etilbenzene
approvvigionato dall’esterno dello stabilimento, alimentato direttamente alla sezione SM.
Per quanto riguarda l’energia elettrica, si avrà un modesto incremento dei consumi dei motori
delle pompe e dei ventilatori della sezione EB, stimabile in circa 196 MWh/y. In termini specifici,
rispetto allo stirene monomero prodotto, si avrà un incremento dal valore di 0,061 a 0,062 MWh
per tonnellata di SM prodotto (aumento di poco superiore all’1%).
1.2.2 PARAMETRI AMBIENTALI
Scarichi idrici
A seguito della modifica introdotta, non sono previste variazioni rispetto a quanto autorizzato
per gli scarichi idrici dell’impianto ST40.
Emissioni in atmosfera
A seguito della modifica introdotta, si prevede un incremento della portata di fumi al camino del
forno B151 (emissione E1101) di circa 250 Nm3/h rispetto ai dati di bilancio termico dei forni di
processi ai due differenti assetti produttivi, si passerà dagli attuali 11039 Nm3/h di fumi secchi
al carico di 500 t/die di EB, al valore di 11298 Nm3/h al carico di 530 t/die. Tali valutazioni
rientrano all’interno del valore attualmente autorizzato per la portata al camino, pari a 16000
Nm3/h.
La concentrazione degli inquinanti contenuti nei fumi (NOx e CO) non subirà variazioni.
Si riporta di seguito la tabella delle emissioni già autorizzate per la sezione etilbenzene
dell’impianto ST40:
Emissione PROVENIENZA EMISSIONE
sigla Apparecchio Trattamento
E 1101 Forno B151 -
E 1103 Forno B401 -
Sfiati di processo impianto, in caso di
E 2009 indisponibilità dei forni di processo di Adsorbimento su carboni attivi
ST40 e ST20
Sfiati di processo della sezione
E 2011 alchilazione, in caso di indisponibilità Adsorbimento su carboni attivi
dei forni di processo di ST40 e ST20
Pag. 19 di 39Rifiuti
L’aumento di capacità nominale di produzione EB non modificherà la produzione specifica di
altobollenti per tonnellata di EB prodotto; pertanto la modifica non comporterà variazioni
significative nella produzione di rifiuti, ed alla massima capacità produttiva si attende un
incremento di 150 t annuale di altobollenti stirolici, che passerà da 2350 t anno a 2500 t anno
alla massima capacità produttiva. Gli attuali stoccaggi autorizzati in AIA come messa in riserva,
serbatoi DA 701 e DA702, permetteranno la loro gestione nel rispetto delle massime capacità
istantanee autorizzate, pari a 350 t.
1.2.3 CRONOPROGRAMMA ATTIVITÀ E PIANO DI MONITORAGGIO
La realizzazione del sistema di controllo avanzato di processo (APC) prevede una durata complessiva
di circa 5 mesi, dalla fase di progettazione all’implementazione finale in sito.
Si riporta di seguito il cronoprogramma preliminare, con indicazione delle fasi principali del progetto:
INIZIO FINE
ATTIVITA’
ATTIVITA’ ATTIVITA’
Progettazione Software e
Ottobre 2019 Dicembre 2019
configurazione Hardware
Installazione del sistema APC in sito Dicembre 2019 Gennaio 2020
Commissioning e start-up
(previsto dopo ottenimento Gennaio 2020 Febbraio 2020
autorizzazione)
La data di attuazione della modifica, dopo autorizzazione, verrà comunicata con almeno quindici
giorni di anticipo, per consentire l’eventuale attività di controllo da parte degli Enti preposti. Si
prevede di implementare i nuovi parametri di marcia in circa sette giorni.
Durante tale periodo sarà effettuata una prima campagna analitica relativa a tutte le emissioni
autorizzate (paragrafo 1.2.2).
Detta campagna verrà ripetuta entro 15 giorni dalla messa a regime della modifica.
Per tali attività è prevista la presentazione di Dichiarazione di Non Aggravio del Preesistente livello
di Rischio, ai sensi del D.Lgs 105/2015.
Pag. 20 di 391.3 VALUTAZIONE DELLA NON SOSTANZIALITA’ DELLE MODIFICHE
Si ritiene che le modifiche proposte nella Fase 1 - Produzione di stirene, in riferimento a quanto
indicato nella nota Prot. DVA-2011-0031502 del 19/12/2011 “Contenuti minimi dell’istanza di
modifica non sostanziale alle Autorizzazioni Integrate Ambientali - Chiarimenti” e D.M. 275 del
16/15/2015, non comportino variazioni apprezzabili di concentrazioni in aria degli inquinanti e della
quantità di rifiuti prodotti, se paragonate con le fluttuazioni esistenti.
Alla luce di quanto sopra, si ritiene che la modifica proposta sia da considerare non sostanziale.
In riferimento a quanto riportato nella modulistica di AIA e nel documento “Guida alla compilazione
della domanda di riesame dell’autorizzazione integrata ambientale per l’esercizio delle istallazioni
IPPC di competenza statale - rev. marzo 2016 “non è necessaria la compilazione delle schede C, D,
E dell’istanza di AIA in quanto:
Scheda C: la modifica proposta non comporta l’aggiornamento della scheda C in quanto rimane
inalterato l’assetto impiantistico. Le variazioni sui consumi di materie prime, consumi di
energia, combustibili utilizzati e produzione rifiuti verranno descritti nelle pertinenti
schede B.
Nessuna variazione dei parametri di seguito elencati: consumi di risorse idriche, fonti di
emissione in atmosfera di tipo convogliato e non, scarichi idrici, emissioni in acqua, aree
stoccaggio di rifiuti e di materie prime, prodotti e intermedi, rumori ed odori;
Scheda D: la modifica non comporta variazioni apprezzabili a livello ambientale;
Scheda E: la modifica non comporta variazioni nella modalità di gestione degli aspetti ambientali
e nel piano di monitoraggio già attuato dallo stabilimento.
Risulta necessario l’aggiornamento delle schede A.3, A.25, B 1.2, B.4.2, B.5.2 e B.11.2.
1.4 ASSOGGETTABILITA’ ALLA VALUTAZIONE DI IMPATTO AMBIENTALE
Con riferimento agli allegati II, III, IV alla parte Seconda del D.Lgs. 152/06, si ritiene che le
modifiche previste nella Fase 1 - Produzione di stirene non rientrano fra gli interventi per i quali è
richiesta la procedura di assoggettabilità a Valutazione di Impatto Ambientale (VIA).
Pag. 21 di 392. DESCRIZIONE INTERVENTI PRESSO PR7 E PR11
La Fase 2 - Produzione di chimica di base utilizza come materie prime cumene e idrogeno e li
trasforma in fenolo, acetone, alfametilstirene, acetofenone, cumene idroperossido, presso
l’impianto PR7. Il fenolo grazie ad un processo di idrogenazione viene trasformato in
cicloesanolo/cicloesanone presso l’impianto PR11.
Entrambi gli impianti sono dotati di un parco serbatoi adibito allo stoccaggio di intermedi e
prodotto finiti.
2.1 CAMBIO DESTINAZIONE D’USO SERBATOIO 7T14 DELL’IMPIANTO PR11
IDROGENATI
Lo stabilimento di Mantova intende procedere ad un cambio di destinazione d’uso del serbatoio
7T14 dell’impianto PR11 Idrogenati.
Nel 2018 il serbatoio 7T28 (2000 m3) di stoccaggio del fenolo di alimentazione al reparto sarà
escluso temporaneamente dal ciclo per l’inserimento del doppio fondo come previsto dal
“Programma di interventi per serbatoi di reparto”.
Tale Programma è stato trasmesso al Ministero dell’Ambiente e della Tutela del Territorio e del
Mare, con lettera prot. DIR 312 del 3/10/2012, in ottemperanza alla richiesta di cui all’art.1 c.3
(punto 10.3 lettera “e” del PIC) del DVA DEC-2011-520 del 16/09/2011 (A.I.A. dello stabilimento
Versalis di Mantova). Il Programma prevede di realizzare, in un arco di tempo pluriennale, interventi
finalizzati a minimizzare il rischio di perdite di contenimento o sovra riempimenti sui serbatoi di
reparto indicati nel programma stesso.
Si prevede pertanto di adibire il serbatoio 7T14 (500 m3), attualmente adibito allo stoccaggio di
prodotto idrogenato grezzo, allo stoccaggio del fenolo in sostituzione del serbatoio 7T28. Sarà
necessaria la costruzione di alcuni tratti di tubazione di collegamento.
A completamento dell’attività sul serbatoio 7T28 e del suo reinserimento, il serbatoio 7T14 potrà
essere adibito alternativamente a stoccaggio di fenolo o prodotto idrogenato.
2.1.1 PARAMETRI AMBIENTALI
Scarichi idrici
I serbatoi 7T28 e 7T14 sono dotati di bacino di contenimento, provvisto di collegamento alla
fognatura oleosa di reparto, normalmente intercettato. L’eventuale scarico del bacino può essere
convogliato all’impianto biologico di stabilimento.
Il cambio d’uso del serbatoio 7T14 non modificherà gli effluenti liquidi inviati in fognatura oleosa.
Emissioni in atmosfera
Gli sfiati del serbatoio 7T14 e 7T28 sono già convogliati all’ossidatore termico B800, installato
all’impianto PR7, che genera l’emissione E2001, già autorizzata nel Decreto di Autorizzazione
Integrata Ambientale come emissione significativa sopra soglia.
Pag. 22 di 39Le variazioni che si determineranno sul flusso convogliato all’ossidatore termico B800 non sono
significative. L’ossidatore termico B800 è in grado di trattare gli sfiati anche in questo assetto
pertanto si assicura il rispetto degli attuali limiti indicati in AIA per l’emissione E2001:
Portata: 20.000 Nm3/h
COT: 20 mg/Nm3
Benzene: 1 mg/Nm3
Il serbatoio 7T14 è dotato di valvola di sicurezza convogliata all’atmosfera, a protezione del
serbatoio in caso di sovrappressione o vuoto. La valvola di sicurezza è dimensionata anche per il
nuovo utilizzo del serbatoio e non necessità modifiche.
Rifiuti
Il cambio d’uso del serbatoio 7T14 non modifica la quantità e la qualità dei rifiuti solidi e liquidi di
reparto.
2.1.2 PIANO DI MONITORAGGIO
Durante il primo utilizzo del serbatoio verranno eseguiti tre campionamenti dell’emissione E2001,
per verificare il rispetto di quanto già autorizzato in AIA, monitorando i seguenti parametri:
portata,
COT,
Benzene.
2.1.3 CRONOPROGRAMMA ATTIVITÀ
Si riporta di seguito il cronoprogramma preliminare, con indicazione delle fasi principali del progetto:
INIZIO FINE
ATTIVITA’
ATTIVITA’ ATTIVITA’
Progettazione di dettaglio Novembre 2017 Febbraio 2018
Acquisto e consegna materiali Gennaio 2018 Luglio 2018
Montaggi Aprile 2018 Novembre 2018
Avviamento
(previsto dopo ottenimento Dicembre 2018
autorizzazione)
La data di attuazione della modifica, dopo autorizzazione, verrà comunicata con almeno quindici
giorni di anticipo, per consentire l’eventuale attività di controllo da parte degli Enti preposti.
Per tali attività è prevista la presentazione ai VV.F. della Valutazione progetto per parere di
conformità antincendio ai sensi del D.P.R. 151/2011, art. 3 e D.M. 07/08/2012, art. 3. Inoltre la
pratica sarà assoggettata a presentazione di Dichiarazione di Non Aggravio del Preesistente livello
di Rischio, ai sensi del DLgs 105/2015.
Pag. 23 di 392.2 OTTIMIZZAZIONE DELLA SEZIONE DISTILLAZIONE ACETONE
2.2.1 DESCRIZIONE SEZIONE DISTILLAZIONE ACETONE
L’impianto Fenolo (PR7) di Mantova produce Acetone puro destinato alle vendite.
La separazione e purificazione dell’acetone è ottenuta tramite fasi successive di distillazione
mediante le colonne DA1201, 1202, 1203. Quest’ultima provvede ad estrarre dalla testa l’Acetone
con un grado di purezza in grado di soddisfare le attuali esigenze del mercato (Bz < 20 ppm).
Recentemente sono però in considerevole aumento richieste di Acetone con un contenuto in
Benzene inferiore (Bz < 10 ppm).
L’impianto Fenolo di Mantova non è in grado di soddisfare questi requisiti in tutte le condizioni di
carico.
Il Benzene contenuto nell’Acetone prodotto dall’impianto PR7 proviene in parte dalla materia prima
(cumene fresco) e in parte si forma nella sezione di cracking degli altobollenti.
Il benzene presente in impianto si concentra in vari punti del ciclo e confluisce nel serbatoio FB100.
In tale serbatoio avviene la neutralizzazione dello prodotto scisso (miscela di acetone fenolo e
idrocarburi), per alimentare la distillazione dell’acetone. Da una mappatura dei punti di accumulo
del benzene che tornano nel serbatoio FB100 si è evidenziato, tra gli altri, il flusso organico
proveniente dal serbatoio di riciclo FA1221.
Esso è travasato ciclicamente in FB100 e quindi alimentato nella sezione di distillazione.
2.2.2 DESCRIZIONE DELLA MODIFICA
Il tenore di benzene nell’acetone destinato a vendite aumenta, a valori superiori a quelli di specifica,
durante il periodo in cui la parte organica contenuta in FA 1221 è alimentata al serbatoio FB100 e
da qui alla distillazione dell’acetone.
Per ridurre il contenuto di benzene presente nel flusso si procederà ad alimentare alla colonna di
distillazione esistente DA 304 la parte organica del serbatoio FA 1221.
Il prodotto di testa conterrà il benzene contenuto nel flusso mentre Il prodotto di fondo colonna,
con un ridotto contenuto di benzene, è riciclato in FB100 per seguire il normale allineamento verso
la sezione di distillazione.
La colonna di distillazione esistente DA 304 è attualmente utilizzata per eliminare le impurezza in
vari flussi dell’impianto PR7 e lavora a campagne, situazione che permette l’ulteriore uso
realizzando linee di alimentazione dedicate ed adibendo il serbatoio FB313 allo stoccaggio del flusso
di organico, la cui composizione è assimilabile al prodotto scisso, proveniente dal serbatoio FA1221.
e destinato a distillazione nella colonna DA304.
Di seguito schema semplificato della sezione di purificazione acetone prima e dopo la modifica.
Pag. 24 di 39SITUAZIONE ATTUALE
SEZIONE LAVAGGIO E STOCCAGGIO PRODOTTO SCISSO SEZIONE DISTILLAZIONE ACETONE
FA 1221 EA2203/A-B EA1210/A-B-C-D
EA1203/A-B EA1211
EA1204
FA1201/A FA1204
DC1201
FB100 FA2201
GA1207
EA1243
DA1201
GA 1320
FA1201/B
FB1101 FB102
DA1110
FA1116 DA1202
EA1202/A-B
EA1207 DA1203
GA1122
EA1212/A-B
GA1123A GA1123B GA1201
GA1202
GA1120 GA1209 GA1205 GA1208
GA1121
Pag. 25 di 39SITUAZIONE FUTURA
EA307
FA305
GA305
FB 313
DA304
GA 310 FA304
EA306
GA305
SEZIONE LAVAGGIO E STOCCAGGIO PRODOTTO SCISSO SEZIONE DISTILLAZIONE ACETONE
FA 1221 EA2203/A-B
EA1203/A-B EA1210/A-B-C-D
EA1204 EA1211
FA1201/A
FA1204
DC1201
FB100 FA2201
GA1207
EA1243
DA1201
GA 1320
FA1201/B
FB1101 FB102
DA1110
FA1116 DA1202
EA1202/A-B EA1207 DA1203
GA1122
GA1123A EA1212/A-B
GA1123B GA1201
GA1202
GA1120 GA1209 GA1205 GA1208
GA1121
Pag. 26 di 392.2.3 PARAMETRI AMBIENTALI
Scarichi idrici
Il cambio d’uso del serbatoio FB313 non modifica gli effluenti liquidi inviati in fognatura oleosa.
Il serbatoi FB313 è dotato di bacino di contenimento normalmente isolato, svuotabile in fognatura
oleosa di reparto, convogliata all’impianto biologico di stabilimento, o a rilavorazione.
Emissioni in atmosfera
Gli sfiati provenienti dalla testa della colonna DA304 e dal serbatoio FB313 sono già convogliati
all’ossidatore termico B800, installato all’impianto PR7, che genera l’emissione E2001, già
autorizzata nel Decreto di Autorizzazione Integrata Ambientale come emissione significativa sopra
soglia.
Le variazioni che si determineranno sul flusso convogliato all’ossidatore termico B800 non sono
significative. L’ossidatore termico B800 non subisce modifica alcuna. Esso è in grado di trattare gli
sfiati anche in questo assetto pertanto si assicura il rispetto degli attuali limiti indicati in AIA per
l’emissione E2001:
Portata: 20.000 Nm3/h
COT: 20 mg/Nm3
Benzene: 1 mg/Nm3
Il serbatoio FB313 è dotato di valvola di sicurezza convogliata all’atmosfera, a protezione del
serbatoio in caso di sovrappressione o vuoto. La valvole di sicurezza è dimensionata anche per il
nuovo utilizzo del serbatoio e non necessita di modifiche.
Rifiuti
Il flusso separato di testa dalla colonna DA304 confluirà nei medio bollenti fenolici che vengono
inviati a smaltimento. Attualmente tali rifiuti vengono smaltiti presso il forno inceneritore di
stabilimento.
Si prevede un incremento di circa 350 t/a. L’incremento non determina comunque variazioni sulle
quantità autorizzate per l’attività di incenerimento presso il forno inceneritore.
2.2.3 PIANO DI MONITORAGGIO
Durante il primo utilizzo della colonna verranno eseguiti tre campionamenti dell’emissione E2001,
per verificare il rispetto di quanto già autorizzato in AIA, monitorando i seguenti parametri:
portata,
COT,
Benzene.
Pag. 27 di 392.2.4 CRONOPROGRAMMA ATTIVITÀ
Si riporta di seguito il cronoprogramma preliminare, con indicazione delle fasi principali del progetto:
INIZIO FINE
ATTIVITA’
ATTIVITA’ ATTIVITA’
Progettazione di dettaglio Novembre 2017 Agosto 2018
Acquisto e consegna materiali Gennaio 2018 Dicembre 2018
Montaggi Dicembre 2018 Maggio 2019
Avviamento
(previsto dopo ottenimento Luglio 2019
autorizzazione)
Per tali attività è prevista la presentazione ai VV.F. della Valutazione progetto per parere di
conformità antincendio ai sensi del D.P.R. 151/2011, art. 3 e D.M. 07/08/2012, art. 3. Inoltre la
pratica sarà assoggettata a presentazione di Dichiarazione di Non Aggravio del Preesistente livello
di Rischio, ai sensi del D. Lgs 105/2015.
Pag. 28 di 392.3 VALUTAZIONE DELLA NON SOSTANZIALITA’ DELLA MODIFICHE
Si ritiene che le modifiche proposte nella Fase 2 - Produzione di chimica di base, in riferimento a
quanto indicato nella nota Prot. DVA-2011-0031502 del 19/12/2011 “Contenuti minimi dell’istanza
di modifica non sostanziale alle Autorizzazioni Integrate Ambientali - Chiarimenti” e D.M. 275 del
16/15/2015, non comportino variazioni apprezzabili di concentrazioni in aria degli inquinanti e della
quantità di rifiuti prodotti, se paragonate con le fluttuazioni esistenti.
Alla luce di quanto sopra, si ritiene che la modifica proposta sia da considerare non sostanziale.
In riferimento a quanto riportato nella modulistica di AIA e nel documento “Guida alla compilazione
della domanda di riesame dell’autorizzazione integrata ambientale per l’esercizio delle istallazioni
IPPC di competenza statale - rev. marzo 2016 “non è necessaria la compilazione delle schede A, C,
D, E dell’istanza di AIA in quanto:
Scheda C: la modifica proposta non comporta l’aggiornamento della scheda C in quanto rimane
inalterato l’assetto impiantistico. Le variazioni sui produzione rifiuti verranno descritti
nelle pertinente scheda B. Nessuna variazione dei parametri di seguito elencati: consumi
di materie prime, consumi e produzione di energia, consumi di risorse idriche,
combustibili utilizzati, fonti di emissione in atmosfera di tipo convogliato e non, scarichi
idrici, emissioni in acqua, aree stoccaggio di rifiuti e di materie prime, prodotti e
intermedi, rumori ed odori;
Scheda D: la modifica non comporta variazioni apprezzabili a livello ambientale;
Scheda E: la modifica non comporta variazioni nella modalità di gestione degli aspetti ambientali
e nel piano di monitoraggio già attuato dallo stabilimento.
Risulta necessario l’aggiornamento della scheda B.11.2.
2.4 ASSOGGETTABILITA’ ALLA VALUTAZIONE DI IMPATTO AMBIENTALE
Con riferimento agli allegati II, III, IV alla parte Seconda del D.Lgs. 152/06, si ritiene che le
modifiche previste nella Fase 2 - Produzione di chimica di base non rientrano fra gli interventi per i
quali è richiesta la procedura di assoggettabilità a Valutazione di Impatto Ambientale (VIA).
Pag. 29 di 393. DESCRIZIONE INTERVENTI PRESSO IMPIANTI POLIMERI
3.1 ADEGUAMENTO DELL’IMPIANTO ST18 PER LA PRODUZIONE DI ABS CON
GOMME A STRUTTURA MODIFICATA
L’impianto ST18 (Fase 3 - Produzione di Polimeri) dello stabilimento di Mantova è destinato alla
produzione di copolimeri ABS (stirene/acrilonitrile/gomma polibutadienica) per reazione fra
comonomeri e polistirene antiurto HIPS (stirene/gomma polibutadienica), mediante processo di
polimerizzazione in massa continua, coadiuvato da additivi ed in presenza di solvente (etilbenzene).
Scopo della modifica è l’adeguamento dell’impianto ST18 alla produzione di ABS con una
dissoluzione gomma preparata sempre a partire da gomma polibutadienica ma con struttura
modificata rispetto a quella della gomma attualmente utilizzata. La criticità dell’utilizzo di queste
gomme a struttura modificata risiede nella maggiore viscosità rispetto a quella delle gomme
attualmente impiegate.
La modifica prevede pertanto:
la realizzazione di tutti gli interventi necessari a permettere la processabilità delle nuove
gomme;
l’adeguamento del sistema di alimentazione dell’additivo antiossidante, utilizzato nel
processo di polimerizzazione dello stirene per assicurare il mantenimento nel tempo delle
proprietà meccaniche ed estetiche del prodotto finito (“shelf life”).
A modifica realizzata, l’impianto ST18 potrà:
• allargare il proprio portafoglio prodotti per soddisfare le richieste del mercato dell'ABS;
• utilizzare come materia prima le gomme lineari, caratterizzate da un minor costo rispetto a
quelle attualmente impiegate.
La modifica non comporterà alcuna variazione alla potenzialità nominale dell’impianto ST18, pari a
135 t/d.
Di seguito si riporta lo schema a blocchi dell’impianto ST18 nelle configurazioni ante e post modifica:
CONDENSAZIONE E
RECUPERO
MONOMERI
antiossidante
MACINAZIONE DISSOLUZIONE
PREPOLIMERIZZAZIONE POLIMERIZZAZIONE DEVOLATILIZZAZIONE
GOMMA GOMMA
gomma prepolimero
lineare
stirene
catalizzatore
GRANULAZIONE
(FINITURA)
acrilonitrile
STOCCAGGIO
Figura 5_ST18: schema a blocchi situazione esistente
Pag. 30 di 39Puoi anche leggere